Опыт промышленного применения сверхтвердых инструментальных наноматериалов
Лезвийные инструменты из монокристаллов природного алмаза всегда вызывали особый интерес в приложениях для прецизионной и сверхпрецизионной безударной обработки. Благодаря высокой твердости и идеально острой режущей кромке (радиус скругления менее 50нм) эти инструменты активно используются при изготовлении деталей лазерной оптики, ювелирных изделий, контактных линз и др., применяются при обработке цветных и драгоценных металлов, пластмасс, кристаллов германия и кремния, других особо чистых материалов, не содержащих сплавов железа, никеля и твердых включений.
Специально для таких инструментов разработаны ультрапрецизионные станки, ос-новные узлы которых (шпиндели, каретки, поворотные столы) имеют аэро- или гидростатические опоры, системы виброизоляции станины и термостабилизации, систему контроля деталей и инструмента. Вполне обыденной стала достижимая точность алмазной обработки деталей по размеру и форме порядка 0,1мкм и шероховатости обработанной поверхности ниже 0,025мкм.
Не менее широко используются искусственные поликристаллические сверхтвердые материалы (ПСТМ) на основе алмаза и плотных модификаций нитрида бора (кубической модификации типа сфалерит cBN и вюрцитной - wBN).
Точность обработки инструментами из ПСТМ гораздо ниже точности алмазного точения, так как их лезвийность (минимальный радиус скругления режущей кромки) значительно уступает лезвийности инструментов из природного алмаза и определяется зернистостью поликристаллов (0,5 – 10мкм и выше). А разработка субмикронных и нанодисперсных ПСТМ на основе алмаза тормозится сложностью технологических проблем и доступностью природных и синтетических алмазных монокристаллов.
Основные виды субмикронных и нанодисперсных ПСТМ на основе плотного нитрида бора были получены в 1970–1990г.г. в ИФВД г. Троицк и ЦНИТИ г. Москва (Композит 09 ПТНБ), а также в ИФТТП г. Минск (Светланiт). В настоящее время промышленный выпуск субмикронных и нанодисперсных ПСТМ на основе плотного нитрида бора и инструментов на их основе ведут Предприятие «Микротехника» г.Мценск и ЦНИТИ.
Для синтеза ПСТМ за рубежом используются технологии спекания микропорошков cBN со связующими и активирующими добавками при высоких давлениях на аппаратуре синтеза типа «белт». Эти технологии и аппаратура не позволяют получать ультрадисперсные компакты ПСТМ. Содержание плотного нитрида бора в таких ПСТМ - не более 80-90%, зернистость - от 2 до 4 мкм, твердость по Кнупу – порядка 40 ГПа. Уменьшение зернистости до 0,5-1 мкм сопровождается значительным увеличением пористости рабочего слоя. Поэтому после спекания связующая фаза занимает уже около 40% объема композита, а их твердость снижается до 30-33 ГПа.
Переход к наноразмерному нитриду бора в случае активированного спекания неизбежно приводит к объемному преобладанию в композите связующей фазы и дальнейшему уменьшению твердости, т.е. ресурс композитов активированного спекания со связующей фазой исчерпывается на уровне 1 мкм.
К сожалению, этой ошибки не избежали и российские производители. В частности ГК «Роснано» также построило свой проект по инструментам с нанодисперсным нитридом бора на технологии активированного спекания компактов со связующей фазой, предполагая отсутствие альтернативных технологий и производств в России.
Например, в базовой технологии синтеза ПТНБ в ЦНИТИ активирующие и связующие добавки не используются. Спекаются субмикропорошки cBN(монокристаллы) и нанопорошки wBN(поликристаллы), а условия термобарического воздействия подобраны таким образом, что в вюрцитных частицах сохраняется наноразмерная субструктура. По-этому твердость ПТНБ (42-45 ГПа) выше, чем у композитов активированного спекания.
Режущий инструмент, оснащенный этим композитом, более тридцати лет успешно применяется на многих промышленных предприятиях России в точной обработке фрезе-рованием и точением (в т.ч. с ударными нагрузками) труднообрабатываемых материалов - закаленных, нержавеющих и жаропрочных сталей и сплавов. Высокая термоусталостная прочность материала позволяет использовать при обработке СОЖ. Развитие технологии синтеза ПТНБ позволило дополнительно получить прирост прочностных характеристик на 15-20%, уменьшить его зернистость, обеспечив лезвийность 0,1мкм (патент РФ 2412111, 2011г.).
В отличие от аппаратов «белт» (давление 4.0-6.0 ГПа) некоторые модификации камер высокого давления, производимые в России, работают при 8,0 ГПа, что позволяет реализовать условия для прямого синтеза плотного нитрида бора. В 1988 году в ИФТТП были выпущены экспериментальные партии особо чистого сверхтвердого нанокомпозита «Светланiт» из объемных заготовок пиролитического нитрида бора, а Предприятием «Микротехника» в 1992-1995 г.г. разработана технология производства его промышленного аналога DBN (Dense Boron Nitride) и инструментов на его основе.
Неоспоримыми преимуществами исходного пиролитического нитрида бора является отсутствие примесей и возможность управления микроструктурой композита на этапе его получения.
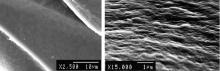
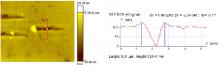
Согласно результатам сканирующей электронной микроскопии и петрогра-фического анализа максимальные размеры зерен DBN не превышают 200 нм при практическом отсутствии пористости. Упругие модули, определенные на основании измерений скорости прохождения ультразвуковых волн через образцы, оказались близкими к алмазу и составили 800-850 ГПа, а теплопроводность 350 Вт/м К – самая высокая среди известных ПСТМ из нитрида бора. Материал является диэлектриком с удельным сопротивлени-ем 10-12Ом см, диэлектрической проницаемостью – 6, пьезомодулем - 3х10-13Кл/Н.
Проведенный в Технологическом институте сверхтвердых и новых углеродных материалов (ТИСНУМ) анализ показал, что твердость DBN, измеренная методом склерометрии, приближается к 90ГПа, а твердость по Кнупу превышает 55 ГПа.
Таким образом, DBN не имеет мировых аналогов по твердости и размеру зерна, являясь 100% наноматериалом.
К сожалению, использование инструментов, оснащенных нанодисперсными ПСТМ, долгое время сдерживалось недостаточной жесткостью ультрапрецизионных станков, которые были ориентированы на точение цветных металлов и пластиков монокристаллами алмаза, имеющими известные ограничения по обрабатываемым материалам. Сейчас эта техническая проблема решена и впервые инструменты могут использоваться в технологиях производства высокоточных изделий из любых труднообрабаты-ваемых материалов, в том числе:
• жаропрочных, нержавеющих, износоустойчивых, кислотостойких сплавов никеля, кобальта, хрома, вольфрама, а также чистого никеля и молибдена;
• закаленных, азотированных, нержавеющих, жаропрочных, быстрорежущих сталей;
• твердых сплавов на основе карбидов вольфрама, титана, кобальта и хрома (в т.ч. стеллит, релит), кремния, силицированных материалов, керамики;
• композитов, стекло- и углепластиков, стеклокерамики, износостойких пластмасс.
Очевидно, что использование таких материалов российскими производителями не только резко повысит надежность и конкурентоспособность выпускаемой ими промышленной продукции, но и расширит области ее применения.
Приведем два примера высокопроизводительного точения на станке МК6510 Ф4 с ЧПУ Siemens 840Д нанодисперсными ПСТМ (DBN, ПТНБ):
1. Матрица из чистого никеля для изготовления линз Френеля. Точность параболических профилей и размера - 1мкм, шероховатость – 0,04мкм.
2. Матрица из закаленной азотированной стали 38ХМЮА HRC 62..64 для изготовления резиновых уплотнительных колец подвижных соединений. Погрешность выполнения радиуса пресс-формы не превышала 3мкм. Шероховатость - 0,063 мкм .
Для расширения областей применения сверхтвердых инструментальных наноматериалов из нитрида бора без связующей фазы продолжаются работы, направленные на улучшение комплекса их эксплуатационных характеристик.
Фотогалерея статьи

Специально для таких инструментов разработаны ультрапрецизионные станки, ос-новные узлы которых (шпиндели, каретки, поворотные столы) имеют аэро- или гидростатические опоры, системы виброизоляции станины и термостабилизации, систему контроля деталей и инструмента. Вполне обыденной стала достижимая точность алмазной обработки деталей по размеру и форме порядка 0,1мкм и шероховатости обработанной поверхности ниже 0,025мкм.
Не менее широко используются искусственные поликристаллические сверхтвердые материалы (ПСТМ) на основе алмаза и плотных модификаций нитрида бора (кубической модификации типа сфалерит cBN и вюрцитной - wBN).
Точность обработки инструментами из ПСТМ гораздо ниже точности алмазного точения, так как их лезвийность (минимальный радиус скругления режущей кромки) значительно уступает лезвийности инструментов из природного алмаза и определяется зернистостью поликристаллов (0,5 – 10мкм и выше). А разработка субмикронных и нанодисперсных ПСТМ на основе алмаза тормозится сложностью технологических проблем и доступностью природных и синтетических алмазных монокристаллов.
Основные виды субмикронных и нанодисперсных ПСТМ на основе плотного нитрида бора были получены в 1970–1990г.г. в ИФВД г. Троицк и ЦНИТИ г. Москва (Композит 09 ПТНБ), а также в ИФТТП г. Минск (Светланiт). В настоящее время промышленный выпуск субмикронных и нанодисперсных ПСТМ на основе плотного нитрида бора и инструментов на их основе ведут Предприятие «Микротехника» г.Мценск и ЦНИТИ.
Для синтеза ПСТМ за рубежом используются технологии спекания микропорошков cBN со связующими и активирующими добавками при высоких давлениях на аппаратуре синтеза типа «белт». Эти технологии и аппаратура не позволяют получать ультрадисперсные компакты ПСТМ. Содержание плотного нитрида бора в таких ПСТМ - не более 80-90%, зернистость - от 2 до 4 мкм, твердость по Кнупу – порядка 40 ГПа. Уменьшение зернистости до 0,5-1 мкм сопровождается значительным увеличением пористости рабочего слоя. Поэтому после спекания связующая фаза занимает уже около 40% объема композита, а их твердость снижается до 30-33 ГПа.
Переход к наноразмерному нитриду бора в случае активированного спекания неизбежно приводит к объемному преобладанию в композите связующей фазы и дальнейшему уменьшению твердости, т.е. ресурс композитов активированного спекания со связующей фазой исчерпывается на уровне 1 мкм.
К сожалению, этой ошибки не избежали и российские производители. В частности ГК «Роснано» также построило свой проект по инструментам с нанодисперсным нитридом бора на технологии активированного спекания компактов со связующей фазой, предполагая отсутствие альтернативных технологий и производств в России.
Например, в базовой технологии синтеза ПТНБ в ЦНИТИ активирующие и связующие добавки не используются. Спекаются субмикропорошки cBN(монокристаллы) и нанопорошки wBN(поликристаллы), а условия термобарического воздействия подобраны таким образом, что в вюрцитных частицах сохраняется наноразмерная субструктура. По-этому твердость ПТНБ (42-45 ГПа) выше, чем у композитов активированного спекания.
Режущий инструмент, оснащенный этим композитом, более тридцати лет успешно применяется на многих промышленных предприятиях России в точной обработке фрезе-рованием и точением (в т.ч. с ударными нагрузками) труднообрабатываемых материалов - закаленных, нержавеющих и жаропрочных сталей и сплавов. Высокая термоусталостная прочность материала позволяет использовать при обработке СОЖ. Развитие технологии синтеза ПТНБ позволило дополнительно получить прирост прочностных характеристик на 15-20%, уменьшить его зернистость, обеспечив лезвийность 0,1мкм (патент РФ 2412111, 2011г.).
В отличие от аппаратов «белт» (давление 4.0-6.0 ГПа) некоторые модификации камер высокого давления, производимые в России, работают при 8,0 ГПа, что позволяет реализовать условия для прямого синтеза плотного нитрида бора. В 1988 году в ИФТТП были выпущены экспериментальные партии особо чистого сверхтвердого нанокомпозита «Светланiт» из объемных заготовок пиролитического нитрида бора, а Предприятием «Микротехника» в 1992-1995 г.г. разработана технология производства его промышленного аналога DBN (Dense Boron Nitride) и инструментов на его основе.
Неоспоримыми преимуществами исходного пиролитического нитрида бора является отсутствие примесей и возможность управления микроструктурой композита на этапе его получения.
Согласно результатам сканирующей электронной микроскопии и петрогра-фического анализа максимальные размеры зерен DBN не превышают 200 нм при практическом отсутствии пористости. Упругие модули, определенные на основании измерений скорости прохождения ультразвуковых волн через образцы, оказались близкими к алмазу и составили 800-850 ГПа, а теплопроводность 350 Вт/м К – самая высокая среди известных ПСТМ из нитрида бора. Материал является диэлектриком с удельным сопротивлени-ем 10-12Ом см, диэлектрической проницаемостью – 6, пьезомодулем - 3х10-13Кл/Н.
Проведенный в Технологическом институте сверхтвердых и новых углеродных материалов (ТИСНУМ) анализ показал, что твердость DBN, измеренная методом склерометрии, приближается к 90ГПа, а твердость по Кнупу превышает 55 ГПа.
Таким образом, DBN не имеет мировых аналогов по твердости и размеру зерна, являясь 100% наноматериалом.
К сожалению, использование инструментов, оснащенных нанодисперсными ПСТМ, долгое время сдерживалось недостаточной жесткостью ультрапрецизионных станков, которые были ориентированы на точение цветных металлов и пластиков монокристаллами алмаза, имеющими известные ограничения по обрабатываемым материалам. Сейчас эта техническая проблема решена и впервые инструменты могут использоваться в технологиях производства высокоточных изделий из любых труднообрабаты-ваемых материалов, в том числе:
• жаропрочных, нержавеющих, износоустойчивых, кислотостойких сплавов никеля, кобальта, хрома, вольфрама, а также чистого никеля и молибдена;
• закаленных, азотированных, нержавеющих, жаропрочных, быстрорежущих сталей;
• твердых сплавов на основе карбидов вольфрама, титана, кобальта и хрома (в т.ч. стеллит, релит), кремния, силицированных материалов, керамики;
• композитов, стекло- и углепластиков, стеклокерамики, износостойких пластмасс.
Очевидно, что использование таких материалов российскими производителями не только резко повысит надежность и конкурентоспособность выпускаемой ими промышленной продукции, но и расширит области ее применения.
Приведем два примера высокопроизводительного точения на станке МК6510 Ф4 с ЧПУ Siemens 840Д нанодисперсными ПСТМ (DBN, ПТНБ):
1. Матрица из чистого никеля для изготовления линз Френеля. Точность параболических профилей и размера - 1мкм, шероховатость – 0,04мкм.
2. Матрица из закаленной азотированной стали 38ХМЮА HRC 62..64 для изготовления резиновых уплотнительных колец подвижных соединений. Погрешность выполнения радиуса пресс-формы не превышала 3мкм. Шероховатость - 0,063 мкм .
Для расширения областей применения сверхтвердых инструментальных наноматериалов из нитрида бора без связующей фазы продолжаются работы, направленные на улучшение комплекса их эксплуатационных характеристик.
| Разместил: | Малышев С.Н. |
| Источник: | Собственная информация |
| Учетная запись: | Микротехника |
| Дата: | 09.06.11 |