Ультразвуковые технологии: современный подход к сварке цветных металлов
Ультразвуковая сварка металлов благодаря новым достижениям в разработке сварочных систем приобретает с каждым годом все более широкое применение и позволяет решить уникальные задачи в электронной, электротехнической, автомобильной промышленности, а также при производстве аккумуляторов, конденсаторов, солнечных батарей и систем нагрева воды.
Несмотря на широкое применение ультразвуковой сварки металлов в наши дни, данный метод был открыт совершенно случайно еще в 30-40 годы прошлого столетия. При подготовке поверхности алюминия с помощью ультразвуковых колебаний для контактной сварки, было замеченно соединение алюминиевых пластин без пропускания через них сварочного тока, так было положено начало ультразвуковой сварке металлов.
Оборудование для ультразвуковой сварки независимо от свариваемых материалов состоит из высокочастотного генератора, блока управления, механической колебательной системы и привода давления.
Ультразвуковой генератор преобразует ток электрической сети в ток высокой частоты, который, при получении сигнала с блока управления, поступает на пьезоэлементы колебательной системы. Преобразование колебаний электрического тока высокой частоты в механические и введение их в зону сварки обеспечивается механической колебательной системой, которая состоит из конвертера (преобразователь), бустера (усилитель) и волновода (сонотрод) и является важнейшим узлом технологии ультразвуковой сварки.
Для доступности сравним колебательную систему с автомобилем, где конвертер выступает в роли мотора, преобразовывая ток высокой частоты в механические колебания с соответствующей частотой. Далее бустер, как коробка передач, изменяет амплитуду колебаний в зависимости от передаточного числа и передает на волновод, который в свою очередь при необходимости увеличивает амплитуду колебаний и непосредственно передает механические колебания высокой частоты в зону сварки, приводя в движение верхнюю свариваемую деталь.
В основу работы пьезокерамического конвертера положен пьезоэлектрический эффект, при воздействии на пьезоэлемент переменного давления возникает переменное электрическое напряжение, а под воздействием переменного электрического поля возникают механические напряжения, которые вызывают упругие деформации материала, вследствие чего пьезоэлемент начинает сжиматься и увеличиваться на определенную величину с частотой равной частоте тока.
Величина изменения размера пьезоэлемента соответствует амплитуде механических колебаний, которая зависит от мощности и конфигурации конвертера, так при частоте 20 кГц обычно амплитуда пьезокерамического конвектора не превышает 10 мкм, а за счет увеличения амплитуды бустером и волноводом можно получить максимальную амплитуду в зоне сварки до 70 мкм. Для ультразвуковой сварки обычно используется частота от 20 кГц и выше, применение той или иной частоты зависит от материала и габаритов свариваемого изделия.
В процессе ультразвуковой сварки металлов колебательные движения волновода совместно с усилием прижатия передаются на верхнюю свариваемую деталь, которая подвижна относительно нижней детали закрепленной на наковальне, в результате чего между свариваемыми деталями возникает трение с определенной частотой и амплитудой, поэтому ультразвуковую сварку можно классифицировать, как механическую сварку трением с высокой частотой без ввода сварочного тока в зону сварки.
В поцессе сварки микросмещения деталей относительно друг друга вызывают стирание шероховатостей, разрушение оксидных пленок и возникновение узлов схватывания. При повышении температуры в зоне сварки, за счет трения и дальнейшей деформации свариваемых деталей, наблюдается повышение пластичности поверхностных слоев металла, вытеснение оксидных пленок и загрязнений из зоны сварки. Все это приводит к интенсивному разрастанию зон схватывания, диффузии одного материала в другой, локальному плавлению верхних атомарных слоев и появлению межатомных связей, все эти структурные изменения можно наблюдать на фотографии микрошлифа сваренных между собой медных проводов покрытых серебром.
Ультразвуковая сварка металлов обладает уникальными технологическими свойствами. Это возможность сварки без предварительной подготовки поверхности свариваемых деталей и незначительное оказываемое температурное воздействие на них. Преимуществом ультразвуковой сварки также является соединение термочувствительных элементов. Допустима сварка деталей разной толщины, а также разнородных металлов (медь-алюминий, алюминий-никель и др.). При соединении с помощью ультразвуковой сварки достигаются отличные электрические свойства и незначительное переходное сопротивление, а прочность соединений достигает до 70% основного материала. Важно отметить высокую скорость, экологическую чистоту и экономичность процесса.
Инновационная технология ультразвуковой сварки металлов благодаря своим преимуществам находит все более широкое применение в самых различных отраслях промышленности.
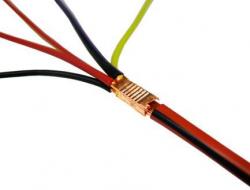
В автомобилестроении ультразвуковая сварка используется при соединении медных многожильных проводов жгутов электропроводки. Данную технологию успешно применяют в России такие производители автокомпонентов как Leoni Group, Prettl, Завод Радиоаппаратуры, ИВК, ПТОО ОАО «АВТОВАЗ» и другие. Системы TelsoSplice фирмы Telsonic AG способны сваривать многожильные медные провода суммарным сечением до 45 мм2. Также ультразвуковую сварку используют при производстве патрона для подушек безопасности и электромоторов.
Уникальное применение ультразвуковая сварка получила в электронной и электротехнической промышленности и способна соединять, как небольшие изделия, так и большие сечения до 200 мм2, такие системы оснащаются генераторами мощностью 10 кВт и способны оказывать усилие в 8000Н.
Например, на «Свердловском заводе трансформаторов тока» приваривают многожильные провода к контакту, а ОАО «ПРОТВИНСКИЙ ОПЫТНЫЙ ЗАВОД ПРОГРЕСС» приваривает многожильные медные провода к шинам электрических шкафов. Преимуществом ультразвуковой сварки является наглядный пример от компании Bosch, которая изготавливая электродвигатели, соединяет провода без снятия эмали с контактами. Компания «Элеконд» применяет ультразвуковую сварку в соединении алюминиевой фольги и контактов. Растущая потребность в солнечных батареях и системах нагрева воды повлекла за собой использование ультразвуковой шовной сварки металлов в процессе их создания, подобная технология применима также в изготовлении алюминиевой фольги. При производстве литий-ионных аккумуляторов компания VARTA сваривает между собой алюминиевую, медную и никелевую фольгу. ФГУП ВНИИА им Н.Л. Духова используя технологию ультразвуковой сварки, соединяет алюминиевую фольгу толщиной всего от 5 мкм. Завод им. Фрунзе изготавливая предохранители, сваривает медные и биметаллические пластины.
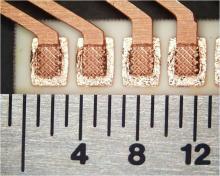
Уникальная технология ультразвуковой сварки способна на сложные задачи, примером которых может служить соединение медных проводников с контактами в керамической подложке.
Прецизионные сварочные системы TELSONIC AG способны работать как автономно, так и в составе автоматизированных линий.
Подводя итог, следует сделать вывод, что использование ультразвуковых технологий существенно облегчает получение требуемых характеристик сварного соединения и повышает эффективность производства.
ООО «Технический Центр «Виндэк» является официальным дилером производителя ультразвукового оборудования для сварки металлов, пластмасс, просеивания и очистки TELSONIC AG (Швейцария) в России. Наша компания – команда высококвалифицированных специалистов, прошедших обучение и стажировку на заводах-изготовителях, в том числе «Telsonic AG». Наш девиз – всегда идти на шаг впереди!
ООО «Технический Центр «Виндэк» осуществляет полный спектр услуг, как по поставке и подбору оборудования и комплектующих к нему, разработке оснастки, так и пусконаладочным и сервисным работам, а также консультируем на стадии проектирования изделий, в соединении которых применяется ультразвуковая сварка.
Фотогалерея статьи
Несмотря на широкое применение ультразвуковой сварки металлов в наши дни, данный метод был открыт совершенно случайно еще в 30-40 годы прошлого столетия. При подготовке поверхности алюминия с помощью ультразвуковых колебаний для контактной сварки, было замеченно соединение алюминиевых пластин без пропускания через них сварочного тока, так было положено начало ультразвуковой сварке металлов.
Оборудование для ультразвуковой сварки независимо от свариваемых материалов состоит из высокочастотного генератора, блока управления, механической колебательной системы и привода давления.
Ультразвуковой генератор преобразует ток электрической сети в ток высокой частоты, который, при получении сигнала с блока управления, поступает на пьезоэлементы колебательной системы. Преобразование колебаний электрического тока высокой частоты в механические и введение их в зону сварки обеспечивается механической колебательной системой, которая состоит из конвертера (преобразователь), бустера (усилитель) и волновода (сонотрод) и является важнейшим узлом технологии ультразвуковой сварки.
Для доступности сравним колебательную систему с автомобилем, где конвертер выступает в роли мотора, преобразовывая ток высокой частоты в механические колебания с соответствующей частотой. Далее бустер, как коробка передач, изменяет амплитуду колебаний в зависимости от передаточного числа и передает на волновод, который в свою очередь при необходимости увеличивает амплитуду колебаний и непосредственно передает механические колебания высокой частоты в зону сварки, приводя в движение верхнюю свариваемую деталь.
В основу работы пьезокерамического конвертера положен пьезоэлектрический эффект, при воздействии на пьезоэлемент переменного давления возникает переменное электрическое напряжение, а под воздействием переменного электрического поля возникают механические напряжения, которые вызывают упругие деформации материала, вследствие чего пьезоэлемент начинает сжиматься и увеличиваться на определенную величину с частотой равной частоте тока.
Величина изменения размера пьезоэлемента соответствует амплитуде механических колебаний, которая зависит от мощности и конфигурации конвертера, так при частоте 20 кГц обычно амплитуда пьезокерамического конвектора не превышает 10 мкм, а за счет увеличения амплитуды бустером и волноводом можно получить максимальную амплитуду в зоне сварки до 70 мкм. Для ультразвуковой сварки обычно используется частота от 20 кГц и выше, применение той или иной частоты зависит от материала и габаритов свариваемого изделия.
В процессе ультразвуковой сварки металлов колебательные движения волновода совместно с усилием прижатия передаются на верхнюю свариваемую деталь, которая подвижна относительно нижней детали закрепленной на наковальне, в результате чего между свариваемыми деталями возникает трение с определенной частотой и амплитудой, поэтому ультразвуковую сварку можно классифицировать, как механическую сварку трением с высокой частотой без ввода сварочного тока в зону сварки.
В поцессе сварки микросмещения деталей относительно друг друга вызывают стирание шероховатостей, разрушение оксидных пленок и возникновение узлов схватывания. При повышении температуры в зоне сварки, за счет трения и дальнейшей деформации свариваемых деталей, наблюдается повышение пластичности поверхностных слоев металла, вытеснение оксидных пленок и загрязнений из зоны сварки. Все это приводит к интенсивному разрастанию зон схватывания, диффузии одного материала в другой, локальному плавлению верхних атомарных слоев и появлению межатомных связей, все эти структурные изменения можно наблюдать на фотографии микрошлифа сваренных между собой медных проводов покрытых серебром.
Ультразвуковая сварка металлов обладает уникальными технологическими свойствами. Это возможность сварки без предварительной подготовки поверхности свариваемых деталей и незначительное оказываемое температурное воздействие на них. Преимуществом ультразвуковой сварки также является соединение термочувствительных элементов. Допустима сварка деталей разной толщины, а также разнородных металлов (медь-алюминий, алюминий-никель и др.). При соединении с помощью ультразвуковой сварки достигаются отличные электрические свойства и незначительное переходное сопротивление, а прочность соединений достигает до 70% основного материала. Важно отметить высокую скорость, экологическую чистоту и экономичность процесса.
Инновационная технология ультразвуковой сварки металлов благодаря своим преимуществам находит все более широкое применение в самых различных отраслях промышленности.
В автомобилестроении ультразвуковая сварка используется при соединении медных многожильных проводов жгутов электропроводки. Данную технологию успешно применяют в России такие производители автокомпонентов как Leoni Group, Prettl, Завод Радиоаппаратуры, ИВК, ПТОО ОАО «АВТОВАЗ» и другие. Системы TelsoSplice фирмы Telsonic AG способны сваривать многожильные медные провода суммарным сечением до 45 мм2. Также ультразвуковую сварку используют при производстве патрона для подушек безопасности и электромоторов.
Уникальное применение ультразвуковая сварка получила в электронной и электротехнической промышленности и способна соединять, как небольшие изделия, так и большие сечения до 200 мм2, такие системы оснащаются генераторами мощностью 10 кВт и способны оказывать усилие в 8000Н.
Например, на «Свердловском заводе трансформаторов тока» приваривают многожильные провода к контакту, а ОАО «ПРОТВИНСКИЙ ОПЫТНЫЙ ЗАВОД ПРОГРЕСС» приваривает многожильные медные провода к шинам электрических шкафов. Преимуществом ультразвуковой сварки является наглядный пример от компании Bosch, которая изготавливая электродвигатели, соединяет провода без снятия эмали с контактами. Компания «Элеконд» применяет ультразвуковую сварку в соединении алюминиевой фольги и контактов. Растущая потребность в солнечных батареях и системах нагрева воды повлекла за собой использование ультразвуковой шовной сварки металлов в процессе их создания, подобная технология применима также в изготовлении алюминиевой фольги. При производстве литий-ионных аккумуляторов компания VARTA сваривает между собой алюминиевую, медную и никелевую фольгу. ФГУП ВНИИА им Н.Л. Духова используя технологию ультразвуковой сварки, соединяет алюминиевую фольгу толщиной всего от 5 мкм. Завод им. Фрунзе изготавливая предохранители, сваривает медные и биметаллические пластины.
Уникальная технология ультразвуковой сварки способна на сложные задачи, примером которых может служить соединение медных проводников с контактами в керамической подложке.
Прецизионные сварочные системы TELSONIC AG способны работать как автономно, так и в составе автоматизированных линий.
Подводя итог, следует сделать вывод, что использование ультразвуковых технологий существенно облегчает получение требуемых характеристик сварного соединения и повышает эффективность производства.
ООО «Технический Центр «Виндэк» является официальным дилером производителя ультразвукового оборудования для сварки металлов, пластмасс, просеивания и очистки TELSONIC AG (Швейцария) в России. Наша компания – команда высококвалифицированных специалистов, прошедших обучение и стажировку на заводах-изготовителях, в том числе «Telsonic AG». Наш девиз – всегда идти на шаг впереди!
ООО «Технический Центр «Виндэк» осуществляет полный спектр услуг, как по поставке и подбору оборудования и комплектующих к нему, разработке оснастки, так и пусконаладочным и сервисным работам, а также консультируем на стадии проектирования изделий, в соединении которых применяется ультразвуковая сварка.
| Разместил: | Никифоров Тарас Николаевич |
| Источник: | Собственная информация |
| Учетная запись: | Виндэк, Технический центр |
| Дата: | 01.02.12 |
| Многожильный алюминиевый провод сечением до 200 мм2, приваренный на алюминиевую шину | Соединение медных проводников с контактами в керамической подложке |