Поддержание эффективной работы аминовых контуров НПЗ непрерывным удалением термостабильных солей.
В настоящее время основным способом извлечения Н2S и CO2 из газов крупнотоннажных процессов нефтепереработки, газоподготовки и химического синтеза является контурная хемосорбция кислых газов растворами алканоламинов (моноэтаноламин – МЭА, диэтаноламин – ДЭА, метилдиэтаноламин –МДЭА) с последующей регенерацией насыщенного амина.
Процессы абсорбции кислых газов и регенерации аминов сопровождаются рядом малоизученных побочных реакций, приводящих к появлению в рабочей среде посторонних примесей (загрязнителей), дестабилизирующих процесс. К числу основных загрязнителей аминового контура относятся продукты коррозии оборудования (оксиды и сульфиды), термостабильные соли, продукты деградации амина, смолистые вещества, ароматические и алифатические углеводороды, поверхностно-активные вещества, продукты реакций с участием ингибиторов коррозии и антивспенивателей. Среди загрязнителей особое место занимают термостабильные соли (ТСС), образованные примесными кислотными анионами и не разлагающиеся при термической регенерации аминов. В растворах МЭА, ДЭА и МДЭА выделены следующие ТСС, образованные примесными кислотными анионами: формиаты, ацетаты, карбонаты, сульфаты, хлориды, оксалаты, фосфаты, тиосульфаты, тиоционаты и др. Особую проблему создают соединения класса аминокислот, среди которых в первую очередь следует выделить бицин, обладающий ярко выраженной коррозионной активностью.
Основными источниками образования в контуре примесных кислотных анионов ТСС являются кислые компоненты из очищаемого газа (кроме Н2S и CO2) и продукты взаимодействия Н2S и CO2 с абсорбентом. Свой вклад в появление кислотных анионов вносят плохо деионизированная вода, обработанные поверхностно-активными веществами картриджные фильтры, пеногасящие и антикоррозионные добавки и продукты их реакций,
Постоянное увеличение концентрации кислотных анионов в аминовом растворе приводит к превышению критических пределов их содержания и вызывает следующие эксплуатационные проблемы:
• связывание активного амина с образованием ТСС и исключение его из процесса абсорбции Н2S и CO2, что влечет за собой снижение силы аминового раствора и дополнительные материальные затраты на закупку свежего и утилизацию загрязненного абсорбента;
• увеличение энергозатрат на циркуляцию в контуре нерегенерируемого и фактически балластного связанного амина, содержание которого в больших контурах может измеряться тоннами;
• коррозию оборудования, включая растрескивание конструкционных сталей (основная причина коррозионных процессов в аминовой контуре – образование и накопление ТСС);
• образование механических примесей (известно, что образование 95% механических примесей в растворе амина являются следствием повышенного содержания ТСС);
• частую замену картриджных фильтров для удаления механических примесей;
• рост пенообразования (ТСС, а также механические примеси как продукт коррозионной активности ТСС являются причиной пенообразования, а в случае пенообразования за счет тяжелых углеводородов – стабилизируют пену);
• образование отложений в теплообменниках и трубах.
В зависимости от процессов переработки углеводородного сырья скорость образования и накопления ТСС возрастает в ряду: гидрокрекинг (гидроочистка) подготовка попутного газа хвостовые газы процесса Клауса каталитический крекинг термический крекинг висбрекинг замедленное коксование. При подаче в контур на очистку кислых газов из разных процессов, включая газы ГФУ, факельного хозяйства и др., скорость нарастания ТСС и эксплуатационные проблемы возрастают.
В настоящее время, к сожалению, преобладает стремление бороться с последствиями негативного влияния ТСС на контур, а не удалять соли. Большие средства направляются на закупку свежего амина, фильтров, антивспенивателей, ингибиторов коррозии и ремонт оборудования.
Между тем известны три способа удаления ТСС из раствора амина: вакуумная дистилляция, электродиализ на ионообменных мембранах и ионный обмен на ионитах. Каждый из способов имеет свои преимущества и недостатки, но с учетом сложившейся многолетней практики наиболее технологичным, экономичным, безопасным и экологичным способом очистки аминов от ТСС показал себя ионный обмен на ионитах.
Применение ионитов для удаления ТСС из аминов дополняет используемую в контурах штатную систему фильтрации. Штатная система фильтрации принципиально не может извлечь растворимые ТСС, а ионный обмен не может остановить нарастание в абсорбенте примесей, не связанных с ТСС (продукты деградации, тяжелые углеводороды, продукты осмоления, поверхностно-активные вещества).
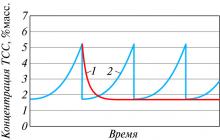
Удаление ТСС из аминов с применением ионитов может осуществляться в периодическом (разовом) и непрерывном режимах. Периодическая очистка целесообразна, например, для удаления ТСС из складского запаса грязного амина, в случае возникновения в контуре критических проблем, вызванных ТСС, или для демонстрации преимуществ ионного обмена. Основной недостаток периодических очисток – возобновление образования и непрерывного накопления ТСС в растворе амина сразу после завершения очистки (рис. 1). Очевидно, что только непрерывное удаление ТСС позволяет постоянно поддерживать в контуре качественные показатели раствора амина и металлического оборудования.
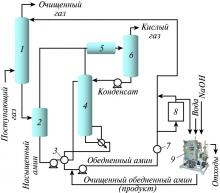
Подход к удалению ТСС и бицина из растворов МЭА, ДЭА и МДЭА ионитом в непрерывном режиме реализован компанией EСО-ТЕС Inc. (Канада) в форме установки АмиПюр®-Plus. Это – компактный автоматизированный комплектный модуль, подсоединяемый к контуру параллельно линии охлаждённого обеднённого амина и непрерывно очищающий отбираемые из потока порции амина короткими циклами (рис. 2).
В основе технологии АмиПюр® по удалению примесных кислотных анионов из растворов аминов лежит ионообменный процесс Recoflo© с использованием сильно-основного монодисперсного гелевого анионита. Применением монодисперсной смолы, в отличие от обычной- расcевной, полидисперсной смолы, обеспечиваются: высокая осмотическая стабильность зерен ионита; большая рабочая ионообменная емкость в плотном слое ионита; существенно большая площадь поверхности межфазного контакта и быстрая кинетика ионного обмена; высокая стойкость против отравления органикой и другими загрязнителями; гораздо более быстрая и полная регенерируемость мелких зерен ионита и существенно меньший расход регенеранта NaOH.
ТСС удаляются (разрушаются) путём ионного обмена образующих соли примесных кислотных анионов на подвижные анионы ОН- ионообменной смолы. Очищенный от кислотных анионов амин возвращается в контур. Насыщенная кислотными анионами смола регенерируется NaOH путём обмена кислотных анионов в ионите на группу ОН- щёлочи.
По окончании регенерации установка автоматически возвращается в режим очистки.
Возможности процесса Recoflo© позволяют добиться эффективного удаления ТСС, существенно уменьшить массовую (объемную) загрузку адсорбирующего слоя смолы и обеспечить компактность установки.
Начиная с 1998 г. 63 установки AmiPur®-PLUS поставлено на действующие и самые современные строящиеся нефтеперерабатывающие и газоперерабатывающие производства в США, Индию, Китай, Европу, Саудовскую Аравию, Россию. В России установки поставлены в ОАО «ТАНЕКО», ОАО «ТАИФ», ОАО «НК «Роснефть», на стадии контрактации находятся установки еще для нескольких НПЗ.
AmiPur®-PLUS поставляется в виде ряда стандартных моделей с производительностью, позволяющей удовлетворить любые эксплуатационные требования к удалению ТСС.
Установка требует подвода технологической и охлаждающей воды, сжатого воздуха КИП и регенеранта NaOH концентрацией 20–50%.
Типичная зависимость изменения концентрации ТСС от времени в потоке амина показана на рис. 3.
Проектная производительность АмиПюр®-Plus лимитируется только технологической и экономической целесообразностью. Установка обеспечивает автоматическое удаление ТСС до безопасного уровня 0,3–0,5% масс. амина; бицина – до безопасной концентрации 250 ppm, и постоянное поддержание этих уровней.
Применение установок АмиПюр®-Plus в аминовом контуре даёт следующие преимущества:
- исключаются потери активного амина, вызванные связыванием его примесными кислотными анионами и сократятся затраты на по закупку свежего абсорбента
- скорость коррозии аппаратов и трубопроводов не превысит 0,05 мм/год
- затраты на фильтрацию взвешенных продуктов коррозии сократятся в 6-10 раз
- показатели пенообразования за счёт ТСС не превысят «25 мм / 10 сек»
- отпадёт необходимость закупки антикоррозионных и пеногасящих добавок
- снижаются отложения на стенках аппаратов и трубопроводов за счёт ТСС
- контур работает стабильно, извлечение Н2S и CO2 соответствует спецификации
Для российских потребителей АмиПюр®-Plus важно отметить следующее:
• оборудования соответствует требованиям промышленной безопасности России;
• ООО «Лортэкс Эко» - официальный представитель компании EСО-ТЕС Inc. в России, имеет большой опыт работы с российскими проектными организациями, позволивший максимально адаптировать оборудование под требования НПЗ России;
• типовая установка АмиПюр®-Plus имеет привлекательные габаритно-массовые показатели: 1,2 х 1,7 х 2,23 м, 900 кг;
• установка обладает высокой степенью автоматизации и низкой стоимостью эксплуатации;
• установка в комплекте поставки имеет переносной диагностический комплекс, позволяющий в течение 15…20 минут определять суммарный уровень ТСС в растворе амина и принимать оперативные решения по оптимизации работы АмиПюр®-Plus;
• имеется сертифицированная программа обучения и подготовки обслуживающего персонала, а также служба технической поддержка по телефону, действующая круглосуточно.
Компания Eco-Tec Inc. продолжает совершенствовать свою продукцию и ведет разработку новых процессов в собственном научно-исследовательском подразделении.
Е.Б. Дружков, В.П. Ануфриев (ООО «Лортэкс Эко»), С. Дандекар («Eco-Tec Inc.»)
Фотогалерея статьи

Процессы абсорбции кислых газов и регенерации аминов сопровождаются рядом малоизученных побочных реакций, приводящих к появлению в рабочей среде посторонних примесей (загрязнителей), дестабилизирующих процесс. К числу основных загрязнителей аминового контура относятся продукты коррозии оборудования (оксиды и сульфиды), термостабильные соли, продукты деградации амина, смолистые вещества, ароматические и алифатические углеводороды, поверхностно-активные вещества, продукты реакций с участием ингибиторов коррозии и антивспенивателей. Среди загрязнителей особое место занимают термостабильные соли (ТСС), образованные примесными кислотными анионами и не разлагающиеся при термической регенерации аминов. В растворах МЭА, ДЭА и МДЭА выделены следующие ТСС, образованные примесными кислотными анионами: формиаты, ацетаты, карбонаты, сульфаты, хлориды, оксалаты, фосфаты, тиосульфаты, тиоционаты и др. Особую проблему создают соединения класса аминокислот, среди которых в первую очередь следует выделить бицин, обладающий ярко выраженной коррозионной активностью.
Основными источниками образования в контуре примесных кислотных анионов ТСС являются кислые компоненты из очищаемого газа (кроме Н2S и CO2) и продукты взаимодействия Н2S и CO2 с абсорбентом. Свой вклад в появление кислотных анионов вносят плохо деионизированная вода, обработанные поверхностно-активными веществами картриджные фильтры, пеногасящие и антикоррозионные добавки и продукты их реакций,
Постоянное увеличение концентрации кислотных анионов в аминовом растворе приводит к превышению критических пределов их содержания и вызывает следующие эксплуатационные проблемы:
• связывание активного амина с образованием ТСС и исключение его из процесса абсорбции Н2S и CO2, что влечет за собой снижение силы аминового раствора и дополнительные материальные затраты на закупку свежего и утилизацию загрязненного абсорбента;
• увеличение энергозатрат на циркуляцию в контуре нерегенерируемого и фактически балластного связанного амина, содержание которого в больших контурах может измеряться тоннами;
• коррозию оборудования, включая растрескивание конструкционных сталей (основная причина коррозионных процессов в аминовой контуре – образование и накопление ТСС);
• образование механических примесей (известно, что образование 95% механических примесей в растворе амина являются следствием повышенного содержания ТСС);
• частую замену картриджных фильтров для удаления механических примесей;
• рост пенообразования (ТСС, а также механические примеси как продукт коррозионной активности ТСС являются причиной пенообразования, а в случае пенообразования за счет тяжелых углеводородов – стабилизируют пену);
• образование отложений в теплообменниках и трубах.
В зависимости от процессов переработки углеводородного сырья скорость образования и накопления ТСС возрастает в ряду: гидрокрекинг (гидроочистка) подготовка попутного газа хвостовые газы процесса Клауса каталитический крекинг термический крекинг висбрекинг замедленное коксование. При подаче в контур на очистку кислых газов из разных процессов, включая газы ГФУ, факельного хозяйства и др., скорость нарастания ТСС и эксплуатационные проблемы возрастают.
В настоящее время, к сожалению, преобладает стремление бороться с последствиями негативного влияния ТСС на контур, а не удалять соли. Большие средства направляются на закупку свежего амина, фильтров, антивспенивателей, ингибиторов коррозии и ремонт оборудования.
Между тем известны три способа удаления ТСС из раствора амина: вакуумная дистилляция, электродиализ на ионообменных мембранах и ионный обмен на ионитах. Каждый из способов имеет свои преимущества и недостатки, но с учетом сложившейся многолетней практики наиболее технологичным, экономичным, безопасным и экологичным способом очистки аминов от ТСС показал себя ионный обмен на ионитах.
Применение ионитов для удаления ТСС из аминов дополняет используемую в контурах штатную систему фильтрации. Штатная система фильтрации принципиально не может извлечь растворимые ТСС, а ионный обмен не может остановить нарастание в абсорбенте примесей, не связанных с ТСС (продукты деградации, тяжелые углеводороды, продукты осмоления, поверхностно-активные вещества).
Удаление ТСС из аминов с применением ионитов может осуществляться в периодическом (разовом) и непрерывном режимах. Периодическая очистка целесообразна, например, для удаления ТСС из складского запаса грязного амина, в случае возникновения в контуре критических проблем, вызванных ТСС, или для демонстрации преимуществ ионного обмена. Основной недостаток периодических очисток – возобновление образования и непрерывного накопления ТСС в растворе амина сразу после завершения очистки (рис. 1). Очевидно, что только непрерывное удаление ТСС позволяет постоянно поддерживать в контуре качественные показатели раствора амина и металлического оборудования.
Подход к удалению ТСС и бицина из растворов МЭА, ДЭА и МДЭА ионитом в непрерывном режиме реализован компанией EСО-ТЕС Inc. (Канада) в форме установки АмиПюр®-Plus. Это – компактный автоматизированный комплектный модуль, подсоединяемый к контуру параллельно линии охлаждённого обеднённого амина и непрерывно очищающий отбираемые из потока порции амина короткими циклами (рис. 2).
В основе технологии АмиПюр® по удалению примесных кислотных анионов из растворов аминов лежит ионообменный процесс Recoflo© с использованием сильно-основного монодисперсного гелевого анионита. Применением монодисперсной смолы, в отличие от обычной- расcевной, полидисперсной смолы, обеспечиваются: высокая осмотическая стабильность зерен ионита; большая рабочая ионообменная емкость в плотном слое ионита; существенно большая площадь поверхности межфазного контакта и быстрая кинетика ионного обмена; высокая стойкость против отравления органикой и другими загрязнителями; гораздо более быстрая и полная регенерируемость мелких зерен ионита и существенно меньший расход регенеранта NaOH.
ТСС удаляются (разрушаются) путём ионного обмена образующих соли примесных кислотных анионов на подвижные анионы ОН- ионообменной смолы. Очищенный от кислотных анионов амин возвращается в контур. Насыщенная кислотными анионами смола регенерируется NaOH путём обмена кислотных анионов в ионите на группу ОН- щёлочи.
По окончании регенерации установка автоматически возвращается в режим очистки.
Возможности процесса Recoflo© позволяют добиться эффективного удаления ТСС, существенно уменьшить массовую (объемную) загрузку адсорбирующего слоя смолы и обеспечить компактность установки.
Начиная с 1998 г. 63 установки AmiPur®-PLUS поставлено на действующие и самые современные строящиеся нефтеперерабатывающие и газоперерабатывающие производства в США, Индию, Китай, Европу, Саудовскую Аравию, Россию. В России установки поставлены в ОАО «ТАНЕКО», ОАО «ТАИФ», ОАО «НК «Роснефть», на стадии контрактации находятся установки еще для нескольких НПЗ.
AmiPur®-PLUS поставляется в виде ряда стандартных моделей с производительностью, позволяющей удовлетворить любые эксплуатационные требования к удалению ТСС.
Установка требует подвода технологической и охлаждающей воды, сжатого воздуха КИП и регенеранта NaOH концентрацией 20–50%.
Типичная зависимость изменения концентрации ТСС от времени в потоке амина показана на рис. 3.
Проектная производительность АмиПюр®-Plus лимитируется только технологической и экономической целесообразностью. Установка обеспечивает автоматическое удаление ТСС до безопасного уровня 0,3–0,5% масс. амина; бицина – до безопасной концентрации 250 ppm, и постоянное поддержание этих уровней.
Применение установок АмиПюр®-Plus в аминовом контуре даёт следующие преимущества:
- исключаются потери активного амина, вызванные связыванием его примесными кислотными анионами и сократятся затраты на по закупку свежего абсорбента
- скорость коррозии аппаратов и трубопроводов не превысит 0,05 мм/год
- затраты на фильтрацию взвешенных продуктов коррозии сократятся в 6-10 раз
- показатели пенообразования за счёт ТСС не превысят «25 мм / 10 сек»
- отпадёт необходимость закупки антикоррозионных и пеногасящих добавок
- снижаются отложения на стенках аппаратов и трубопроводов за счёт ТСС
- контур работает стабильно, извлечение Н2S и CO2 соответствует спецификации
Для российских потребителей АмиПюр®-Plus важно отметить следующее:
• оборудования соответствует требованиям промышленной безопасности России;
• ООО «Лортэкс Эко» - официальный представитель компании EСО-ТЕС Inc. в России, имеет большой опыт работы с российскими проектными организациями, позволивший максимально адаптировать оборудование под требования НПЗ России;
• типовая установка АмиПюр®-Plus имеет привлекательные габаритно-массовые показатели: 1,2 х 1,7 х 2,23 м, 900 кг;
• установка обладает высокой степенью автоматизации и низкой стоимостью эксплуатации;
• установка в комплекте поставки имеет переносной диагностический комплекс, позволяющий в течение 15…20 минут определять суммарный уровень ТСС в растворе амина и принимать оперативные решения по оптимизации работы АмиПюр®-Plus;
• имеется сертифицированная программа обучения и подготовки обслуживающего персонала, а также служба технической поддержка по телефону, действующая круглосуточно.
Компания Eco-Tec Inc. продолжает совершенствовать свою продукцию и ведет разработку новых процессов в собственном научно-исследовательском подразделении.
Е.Б. Дружков, В.П. Ануфриев (ООО «Лортэкс Эко»), С. Дандекар («Eco-Tec Inc.»)
| Источник: | Собственная информация |
| Учетная запись: | Лортэкс Эко |
| Дата: | 11.01.13 |
| рис.1. Содержание ТСС в растворе при непрерывной (1) и периодической (2) очистке контура. | рис.2. Схема аминового контура НПЗ с включенной в него установкой АмиПюр®-Плюс: 1-абсорбер; 2-испарительная емкость; 3-теплообменник обедненного насыщенного амина; 4- отпарная колонна; 5- конденсатор; 6-емкость орошения; 7- холодильник обедненного амина; | рис.3. Зависимость концентрации ТСС от времени в потоке амина на входе (1) и выходе (2) установки АмиПюр®-Плюс. |